How an airbrush is born
- Mario Romani

- Mar 25
- 4 min read
Today, I will explain how an airbrush is born, because understanding the journey that gives life to a tool as ancient as this is useful for those who, like you, approaching this art, have the curiosity to understand the work behind its conception and construction. Today, the airbrush is produced according to the same criteria followed at the end of the 1800s. The operating principles are the same as they were back then.

What changes today, compared to the ancestors of our airbrushes, is the production cycle — now completely computerized — and the research in terms of design and ergonomics. The times when airbrushes were simply a tool to spray colors, with a spartan and opaque appearance, are long gone (the galvanic bath that determines the characteristic external chrome plating is an industrial process that only began to be practiced after 1920).
As mentioned, the production cycle has completely changed: until a few decades ago, airbrushes were handcrafted, with workers working on the lathe piece by piece. Today, production has been transformed into an almost completely computerized cycle, where human intervention is limited to quality control tests and assembly.

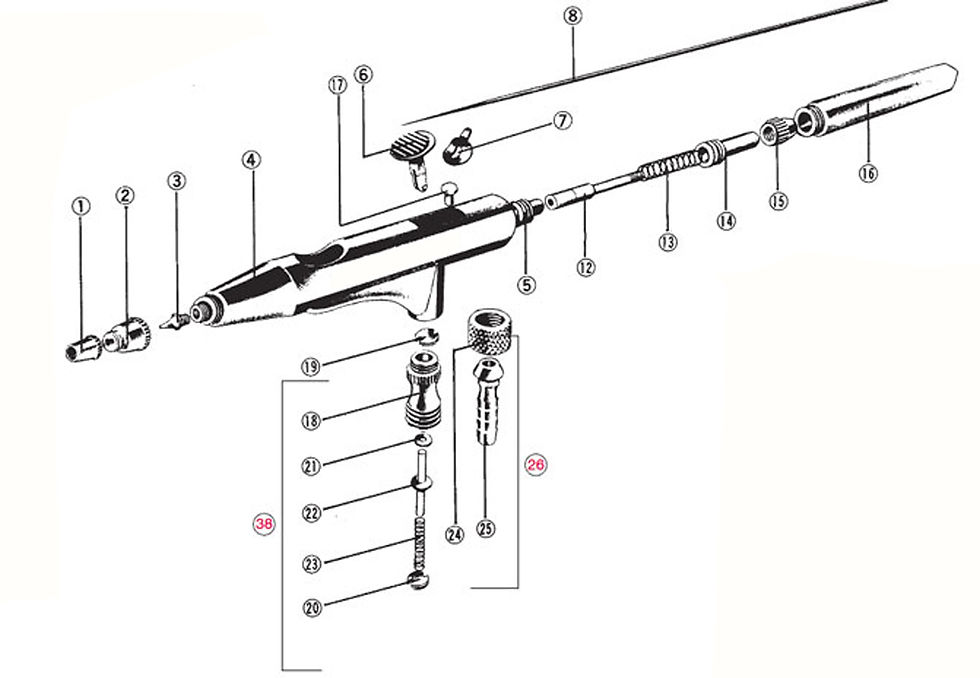
How is this ancient tool made today? It begins with the storage of ten-meter-long brass bars from the foundry. The bars have different diameters to allow for the creation of components of varying sizes. The bars are dragged onto rollers, and a computerized cutting machine cuts them into many small cylinders, depending on which component they are to later become.
After cutting, the cylinders are taken to sorting belts and subsequently conveyed to the turning process. For example, even the airbrush reservoir is made entirely on the lathe, starting from a solid cylinder and hollowed out with a milling cutter. This creates a large amount of waste, the so-called brass shavings, which are recovered, stored, and returned to the foundry, where they will be reconverted into brass bars.

And so it goes for all the other pieces. The processes include the threading of the parts to be joined, the drilling and reaming of the airbrush bodies, the washing of the pieces in special baskets, and the subsequent polishing in a machine with ceramic microspheres that gives the layman the impression of a strange washing machine.
One of the very few processes done outside the factory is the galvanic bath, which gives the airbrush its characteristic chrome appearance. The galvanic bath consists of a chemical reaction and the imposition of an electrical charge to which the airbrush bodies and all the parts to be chromed are subjected, immersing them in an aqueous solution containing the salt of the metal to be deposited (chromium). In this way, chromium atoms slowly cover the piece; the longer this reaction is allowed to act, the thicker the chrome plating will be (always at least several tens of microns, the thousandth part of a millimeter).
Once all the chromed pieces return to the factory, they move on to the laser personalization of the bodies, with the model codes and the company name. This operation was once done manually, engraving with milling cutters and pantographs. The classification of all parts and the coding of each with barcodes allow for very fast warehouse management and assembly operations, providing real-time availability of even the smallest gasket.

At this point, finally, the human factor takes the stage: the operator who assembles, tests, selects, checks, and discards. While production until this moment has been managed almost entirely in a computerized way, the need arises once again to put man over machine. The operator assembles hundreds of pieces, discards those with defects in the chrome plating, scraps, or small imperfections, sometimes marginal ones. Then, they move on to the actual testing and subsequent trial with transparent inks like Ecoline. If the stroke is precise and the airbrush has no problems, it moves to the packaging department to be packed and shipped.
I was fortunate enough several years ago to be a guest at Harder & Steenbeck in Hamburg, and I was able to see with my own eyes the production cycle of this company's airbrushes, guided by the then-owner, Mr. Jens Matthiesen and his wife, together with friends Katja and Roger Hassler, editors of the German magazine Airbrush Step by Step. Today, Harder & Steenbeck of Hamburg, while remaining autonomous regarding design and production, was acquired a few years ago by Anest Iwata and is effectively part of the IWATA group based in Japan.

To think that this fully computerized cycle has replaced the now obsolete production of the worker at the lathe in relatively recent times. An example? In Milan, one of the very few companies (no more than two or three) that produced Italian airbrushes using the traditional system since the 1920s stopped producing the legendary IDEAL at the end of the 90s: Conrad Bartoli, which was based in Via Carlo Farini, in the Piazzale Maciachini area.

At that time, the shop was managed by the founder's granddaughter, Anna Conrad, and ceased producing these airbrushes through the last of the workers still with the company, Mr. Armando, keeping the business active only as a resale point for imported equipment and airbrushes. Then, in 2008, Ms. Anna retired, and the historic shop (unique of its kind for over 80 years) closed for good.

Comments